


CÔNG TY CỔ PHẦN S-TECH VINA chuyên nhận thiết kế gia công bánh răng thanh răng, nhận thiết kế chế tạo bánh răng trụ răng thẳng – răng nghiêng và đặc biệt chuyên nhận thiết kế sửa chữa và gia công các loại bánh vít trục vít hoặc các chi tiết liên quan đến răng tại Hồ Chí Minh và các tỉnh miền Nam với uy tín, chất lượng hàng đầu và giá thành hợp lý.
Bánh răng, Bánh vít là những chi tiết dùng để truyền lực và chuyển động mà chúng ta thường thấy rất nhiều trong đời sống hàng ngày và trong nhiều loại máy móc khác nhau như máy công cụ, máy nông nghiệp, oto, động cơ, cânf trục,… với phạm vi tốc độ và khả năng truyền chuyển động của bánh răng là rất lớn. Chính vì vậy, Việc thiết kế và chế tạo một bánh răng hay hệ trục vít bánh vít mới khi thiết kế máy hoặc sửa chữa là điều rất cần thiết và là công việc thường làm của các nhà thiết kế, nhà chế tạo.
Với truyền thống và kinh nghiệm nhiều năm trong thiết kế gia công Bánh Răng cùng với trung tâm gia công CNC với đầy đủ các Máy gia công cơ khí chính xác chất lượng cao. Chúng tôi CÔNG TY CỔ PHẦN S-TECH VINA luôn cam kết đảm bảo về chất lượng sản phẩm của từng loại bánh răng, chất lượng về hình dáng kích thước và đặc biệt chất lượng ăn khớp giữa các răng với nhau.

Các Sản phẩm bánh răng, dạng chuyền động bánh răng mà Công ty thường xuyên thiết kế gia công là:
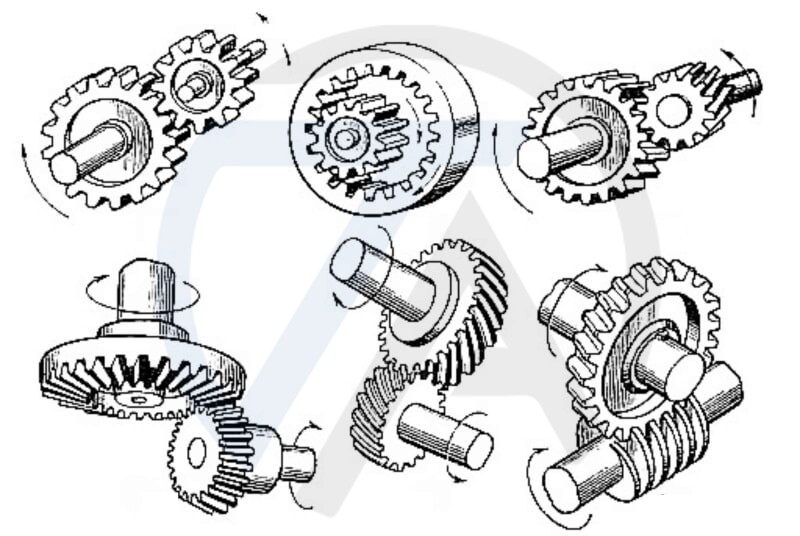
- Bánh răng hình trụ: truyền động giữa các trục song song( bao gồm bánh răng trụ răng thẳn, răng trụ răng nghiêng, hay răng xoắn
- Bánh răng côn: Dùng trong truyền động giữa các trục không song song.
- Trục vít – Bánh vít: Dùng truyền chuyển động giữa hai trục vuông góc có tỷ số truyền lớn.
- Bánh răng – Thanh răng: Truyền chuyển động quay sang chuyển động tịnh tiến hoặc ngược lại.
Quý khách hàng đang cần thiết kế Bánh răng, Bánh vít – Trục vít, hay cần gia công Răng thì hãy liên hệ với chúng tôi. Cùng với uy tín và cam kết về chất lượng sản phẩm Răng và ăn khớp Răng, CÔNG TY CỔ PHẦN S-TECH VINA nhận Thiết kế và Gia công Răng các loại tại Bắc Ninh và các tỉnh lân cận trong cả nước.
Trải qua nhiều năm xây dựng phát triển và gắn bó với công việc thiết kế và gia công cơ khí chính xác CNC tại Hồ Chí Minh, CÔNG TY CỔ PHẦN S-TECH VINA luôn luôn tự hào là đơn vị gia công chất lượng uy tín với giá thành hợp lý.
Với Sứ mệnh, và Phương châm: “Uy tín chất lượng tiến độ là số 1. Sự phát triển của Khách hàng là sự tồn tại của Công ty”
Chúng tôi luôn lấy uy tín chất lượng và sự hài lòng của quý khách hàng để làm thước đo đánh giá sự thành công cũng như sự tồn tại của CÔNG TY CỔ PHẦN S-TECH VINA luôn cam kết luôn đảm bảo chất lượng và tiến đố gia công cơ khí chính xác với giá thành rẻ hợp lý nhất.
Gia công bánh răng ở đâu uy tín, chất lượng?
Chúng tôi đơn vị chuyên gia công bánh răng cũng như cung cấp các thiết bị máy móc phục vụ sản xuất máy móc, như nhông xích công nghiệp, bánh răng, khớp nối xích, thanh răng,… Bạn cần nhu cầu gia công những sản phẩm bánh răng đặt biệt hoặc bánh răng theo yêu cầu riêng. Hãy liên hệ với chúng tôi ngay để được tư vấn báo giá tận tình với đội ngũ nhân viên CSKH tận tâm. Thông tin liên hệ bên dưới nhé:
Hotline: 0963.476.863
Tổng quan về gia công bánh răng
Việc gia công bánh răng là tương đối phức tạp vì chúng ta vừa phải đảm bảo các tiêu chuẩn, cũng như yêu cầu kỹ thuật vừa phải đảm bảo yêu cầu về khả năng truyền tải động năng. Gia công bánh răng phụ thuộc vào các yếu tố chính là vật liệu dùng để gia công, độ chính xác khi thiết kế bánh răng và cuối cùng là thiết bị dùng gia công.
Bánh răng là chi tiết mà chúng ta dùng để truyền lực vào chuyển động nhờ ăn khớp với nhau. Bánh răng có thể truyền chuyển động giữa các trục chéo nhau, vuông góc với nhau hoặc song song với.
Thực tế, có nhiều phương pháp dùng để gia công bánh răng nhưng ở đây chúng tôi xin giới thiệu các bạn về phương pháp gia công mà chúng tôi thường dùng để hoàn thiện sản phẩm cho khách hàng của mình.
Các phương pháp gia công bánh răng
Bánh răng là một chi tiết rất quan trọng trong chi tiết máy, cần có độ bền cao và tuổi thọ cao. Bình thường thì răng của bánh răng có biên dạng là đường thân khai. Về nguyên lý để gia công tạo răng thì có 2 phương pháp gia công bánh răng là phương pháp bao hình, phương pháp định hình.
Phương pháp bao hình là cách cắt răng mà dụng cụ để cắt không cần có biên dạng lưỡi cắt là rãnh răng. Quá trình cắt răng diễn ra liên tục, khi cắt dụng cụ cắt sẽ lăn tương đối trên vành của bánh răng gia công và khi đó quỹ tích các đường bao của dụng cụ cắt là profin thân khai của răng bánh răng gia công.
Phương pháp định hình là cách cắt răng mà dụng cụ dùng để cắt nó có biên dạng lưỡi cắt là rãnh răng. Quá trình cắt răng không diễn ra liên tục, khi cắt thì sẽ cắt từng rãnh răng một, sau đó thì phân độ để gia công tiếp rãnh răng khác.

a. Gia công bánh răng trụ
a.1. Phương pháp gia công phay định hình
Gia công răng bằng phương pháp phay định hình được tiến hành bằng cách dùng dao phay định hình mà profin của nó phù hợp với profin của rãnh răng. Dao phay định hình dùng để gia công bánh răng là dao phay của đĩa module hoặc dao phay của ngón module.
Phương pháp gia công định hình này được thực hiện nhiều trên máy phay đa năng có dụng cụ phân độ. Khi thực hiện thì chi tiết sẽ được gá vào ụ phân độ, dao được gá vào sao cho đường kính ngoài (dao phay đĩa module) hoặc mặt đầu (dao phay ngón) trùng với đường sinh cao nhất của chi tiết cần gia công. Sau đó, điều chỉnh dao phay ở độ cao, sao cho rãnh răng có chiều sâu theo yêu cầu gia công (tùy theo module răng). Quá trình gia công diễn ra không liên tục, sau khi tiến hành gia công 1 răng xong thì dùng đầu phân độ để quay chi tiết 1 góc 360°/z rồi tiếp tục gia công răng tiếp theo cứ thế cho đến răng cuối cùng.
Đặc điểm của việc gia công phay định hình
Gia công theo cách này đạt độ chính xác thấp (cấp 7, cấp 8) và sẽ gặp khó khăn trong việc điều chỉnh chính xác vị trí tương đối giữa dao và chi tiết.
Phương pháp này chỉ dùng để gia công phá được áp dụng trong sản xuất hàng loạt, những bánh răng có module lớn.
a.2. Phương pháp gia công bào định hình
Gia công bào răng định hình được thực hiện trên máy bào răng với dao định hình có profin giống profin của rãnh răng hoặc dùng dao thông thường với dưỡng. Khi chúng ta gia công các rãnh răng thì cũng dùng đầu phân độ theo từng răng như phương pháp phay định hình.
Phương pháp gia công bào định hình được sử dụng chủ yếu để gia công thô các bánh răng ăn khớp ngoài và các bánh răng có module lớn.
a.3. Phương pháp gia công chuốt định hình
Phương pháp chuốt định hình thường được dùng để gia công bánh răng vì cho năng suất cao và độ chính xác cũng cao. Phương pháp này dùng để sản xuất hàng loạt, hàng với số lượng lớn. Theo phương pháp này, ta có thể chuốt cùng lúc một rãnh hoặc nhiều rãnh. Sau mỗi một hành trình của dao, một hoặc nhiều rãnh răng sẽ được gia công. Chi tiết được quay đi một góc nhờ cơ cấu phân độ để gia công tiếp các rãnh khác.
Thông thường thì phương pháp chuốt toàn bộ các rãnh trong một lúc rất ít được sử dụng. Vì khi gia công như vậy thì kết cấu dao sẽ rất phức tạp, khả năng thoát phôi kém, lực cắt rất lớn.
Một bộ dao định hình với từng nấc được lắp vào đầu chuốt sẽ được dùng làm dụng cụ cắt. Lượng nâng của mỗi lưỡi cắt phụ thuộc vào loại vật liệu bánh răng, chiều dày lớp phôi được cắt và tốc độ cắt. Lượng nâng này thường được chọn như với dao chuốt thông thường.
Lớp vật liệu phải cắt được phân chia theo tổng số các lưỡi cắt, nên tuổi thọ và độ bền của dao cắt phải lớn. Nhưng chi phí để mua dụng cụ cắt rất cao nên phương pháp chuốt chỉ dùng cho sản xuất với số lượng lớn, bánh răng có module lớn hoặc bánh răng không gia công nhiệt không mài.
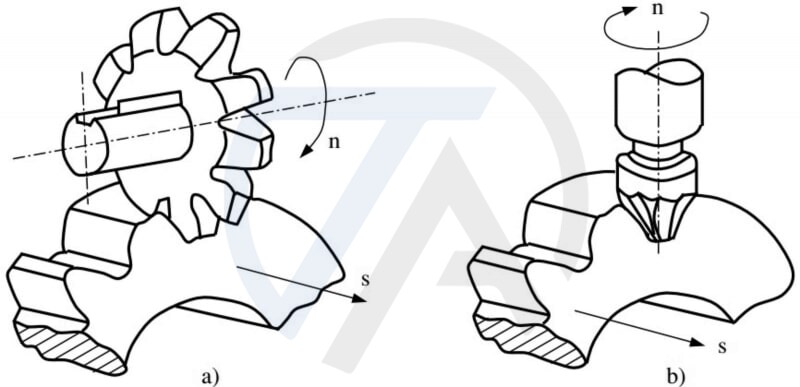
b. Gia công bánh răng côn
Việc gia công bánh răng côn bằng dao phay định hình sẽ được thực hiện trên máy phay đa năng có ụ phân độ. Chi tiết được gá vào ụ phân độ đã nghiêng đi một góc phù hợp với góc côn ở chân răng. Để phay một rãnh răng được thường phải trải qua 3 bước như sau:
Bước 1: phay phần vật liệu thứ nhất của rãnh, chiều rộng này tối đa bằng chiều rộng đầu nhỏ của rãnh răng.
Bước 2: quay bánh răng đi một góc φ để phay tiếp phần vật liệu thứ 2.
Bước 3: quay bánh răng một góc φ về phía ngược lại để phay phần còn lại của vật liệu. Góc nghiêng δ của trục ụ chia độ được xác định căn cứ vào góc côn chân răng trên bản vẽ sản phẩm.
Phương pháp này thường dùng trong sản xuất nhỏ lẻ và để gia công các bánh răng có cấp chính xác 9 đến 11, hoặc sử dụng để gia công các bánh răng có module lớn.

Cấp chính xác gia công bánh răng
Cấp chính xác sẽ được đánh giá theo tiêu chuẩn cấp Nhà nước (Tiêu chuẩn Việt Nam viết tắt là TCVN). Tiêu chuẩn này được quy định có 12 cấp độ chính xác khác nhau từ cấp 1 đến cấp 12. Trong đó, cấp 1 sẽ là cấp chính xác nhất theo thứ tự giảm dần đến cấp 12 là cấp thấp nhất. Thông thường, cấp chính xác mà trong gia công bánh răng hay dùng là từ cấp 3 đến cấp 11.
Riêng cấp chính xác của bánh răng sẽ được đánh giá theo các chỉ tiêu dưới đây:
Độ chính xác động học: sẽ được đánh giá bằng sai số góc quay của bánh răng sau một vòng làm việc. Sai số về độ chính xác động học thường do hệ thống công nghệ khi gia công gây ra.
Độ ổn định khi làm việc: chỉ tiêu này sẽ được đánh giá bằng sai số chu kỳ tức là giá trị trung bình của sai số truyền động bằng tỷ số giữa sai lệch lớn nhất và số bánh răng. Dao động của tốc độ quay sẽ gây ra rung động và tiếng ồn của truyền động.
Độ chính xác về mặt tiếp xúc: chỉ tiêu này sẽ được đánh giá bằng vết tiếp xúc của biên dạng răng. Chỉ tiêu này sẽ ảnh hưởng đến mức độ tập trung tải trọng trên các vùng khác nhau của bề mặt bánh răng và ảnh hưởng trực tiếp đến độ bền cũng như tuổi thọ của bộ truyền động.
Độ chính xác khe hở mặt bên: là khe hở giữa các cạnh răng trong bộ truyền động.
Vật liệu chế tạo bánh răng
Vật liệu dùng để gia công bánh răng phụ thuộc vào điều kiện làm việc của nó. Mỗi loại vật liệu đều phải đáp ứng đầy đủ yêu cầu riêng, đặc biệt trong các ngành chế tạo chi tiết máy móc, máy công cụ, ô tô, xe máy, … Các loại vật liệu chế tạo bánh răng thông thường là thép hợp kim crôm (15Cr, 15CrA, 40Cr, 45Cr), crôm và niken, crôm và moolipden (40CrNi, 35CrMoA, 18CrMnTi).
Đối với các bánh răng chịu tải trung bình và chịu tải nhỏ thì thường được chế tạo bằng thép C chất lượng cao như C40, C45 và gang.
Với các bánh răng làm với tốc độ cao mà không gây ra tiếng ồn được làm từ chất dẻo, vải ép, da ép.
Với những tiến bộ trong ngành luyện kim thì ngày nay bánh răng còn chế tạo bằng vật liệu là kim loại bột.
Nhiệt luyện bánh răng
Bánh răng cần phải có chế độ nhiệt luyện thích hợp để đáp ứng các chỉ tiêu làm việc, bề mặt bánh răng phải cứng và bền, còn phần lõi bánh răng phải dẻo dai nhằm đảm bảo độ bền uốn của răng khi va đập và chịu tải. Vậy nên, việc nhiệt luyện được chia thành 2 nhóm như sau:
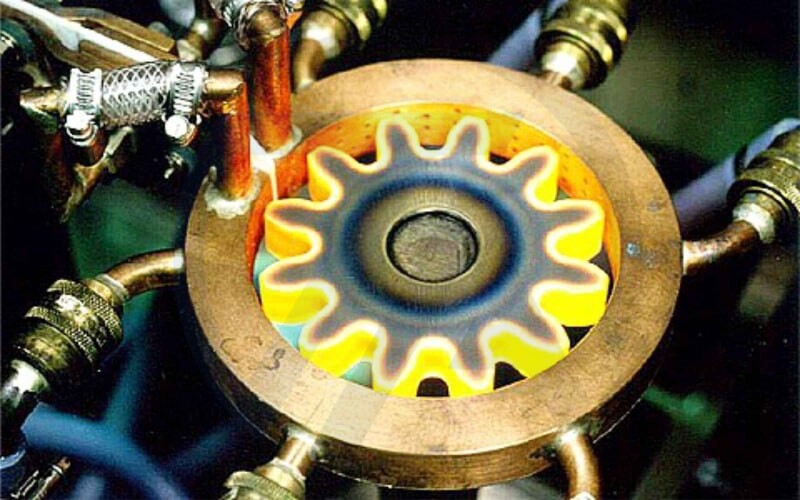
Nhóm bánh răng có độ rắn HB ≤ 350 thì người ta sẽ nhiệt luyện vật liệu làm bánh răng trước rồi mới tiến hành thực hiện gia công bánh răng.
Nhóm bánh răng có độ rắn HB ≥ 350 thì bánh răng sẽ được gia công trước rồi mới nhiệt luyện. Như vậy, bánh răng sẽ có độ bền cao, khả năng chịu tải lớn nhưng chúng ta cần phải gia công bánh răng lại một lần nữa sau khi nhiệt luyện để khắc phục những biến dạng do quá trình nhiệt luyện gây ra nếu có.
Yêu cầu kỹ thuật trong việc gia công bánh răng
Ngoài các yêu cầu về độ chính xác khi gia công bánh răng, thì quy trình công nghệ để sản xuất bánh răng cần đảm bảo những yêu cầu kỹ thuật sau đây:
Độ không đồng tâm giữa mặt lỗ và đường kính vòng chia nằm trong khoảng 0,05mm – 0,1 mm.
Độ không vuông góc giữa mặt đầu và tâm lỗ nằm trong khoảng 0,01mm – 0,015 mm trên 100mm đường kính của lỗ.
Mặt lỗ và các cổ trục của trục răng được gia công đạt độ chính xác cấp 7, độ nhám bề mặt Ra = 1,25÷0,63
Các bề mặt khác được gia công đạt cấp chính xác 8 đến cấp 10, độ nhám bề mặt Rz = 40÷10
Sau nhiệt luyện đạt độ cứng 55HRC – 60HRC, các bề mặt không gia công độ cứng thường đạt được 180HB – 280 HB.






