

Hướng dẫn phân biệt chuẩn và cách chọn chuẩn thô và chuẩn tinh trong gia công cơ khí chính xác
Bài trước mình có chia sẻ về tầm quan trọng của Chuẩn, khái niệm và phân loại chuẩn trong thiết kế, gia công và lắp ráp. Các bạn có thể xem lại toàn bộ bài viết ở link dươi đây.
Hôm nay mình tiếp tục chia sẻ kiến thức về Các nguyên tắc chọn chuẩn gia công, nguyên tắc chọn chuẩn thô và chuẩn tinh. Chọn chuẩn đúng sẽ giúp chúng ta xây dựng được quy trình gia công hợp lý từ đó đảm được chất lượng sản phẩm trong gia công cơ khí chính xác.
1. Nguyên tắc chung
* Yêu cầu:
- Đảm bảo chất lượng sản phẩm ổn định trong suốt quá trình gia công
- Nâng cao năng suất và hạ giá thành
* Lời Khuyên chọn chuẩn:
- Tuân thủ nguyên tắc 6 điểm khi định vị để khống chế hết số bậc tự do cần thiết một cách hợp lý nhất và tuyệt đối tránh hiện tượng Thiếu định vị và Siêu định vị vì nó sẽ gây ra hiện tượng cong vênh và sai số gia công rất lớn
- Chọn chuẩn sao cho lực cắt và lực kẹp không làm chi tiết đồ gá bị biến dạng con vênh. Lực kẹp nhỏ sẽ giảm sức lao động của công nhân.
- Chọn chuẩn sao cho kết cấu đồ gá, đơn giản, gọn nhẹ, phù hợp với từng loại hình sản xuất.
2. Nguyên tắc chọn chuẩn tinh
* Yêu cầu:
- Đảm bảo độ chính xác về vị trí tương quan giữa các bề mặt gia công với nhau
- Phân bố đủ lượng dư cho bề mặt sẽ gia công.
* Lời khuyên:
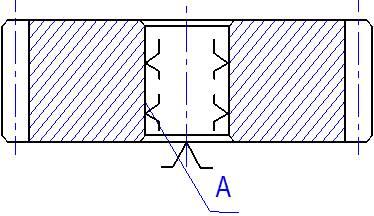
- Cố gắng chọn chuẩn tinh là chuẩn tinh chính ( chuẩn vừa dùng để gia công và vừa dùng để lắp ráp)
- Cố gắng chọn chuẩn sao cho tính trùng chuẩn càng cao càng tốt( Chuẩn khởi xuất ≡ Chuẩn chỉnh dao ≡ Chuẩn cơ sở ≡ Chuẩn định vị ≡ Chuẩn đo lường )
- Cố gắn chọn chuẩn tinh là chuẩn tinh thống nhất( tức là nguyên công 1 lấy 1 mặt làm chuẩn tinh thì nguyên công 2 cũng lấy mặt đó làm chuẩn tinh).
Ví dụ: Chọn chuẩn tinh là chuẩn tinh chính: Bề mặt A vừa dùng trong gia công và lắp ráp
3. Nguyên tắc chọn chuẩn thô
* Yêu cầu:
- Đảm bảo độ chính xác tương quan giữa các bề mặt không gia công với các bề mặt gia công
- Phân bố đủ lượng dư cho bề mặt sẽ gia công.
* Lời khuyên:
- Theo 1 phương kích thước nhất định:
+ Nếu trên chi tiết có 1 bề mặt không gia công thì chọn bề mặt đó làm chuẩn thô
+ Nếu trên chi tiết có 2 hay nhiều bề mặt không gia công thì chọn bề mặt nào yêu cầu về Độ chính xác về vị trí tương quan so với bề mặt gia công cao.
+ Nếu trên chi tiết tất cả các bề mặt đều gia công thì nên chọn bề mặt nào gia công yêu cầu lượng dư nhỏ và đồng đều nhất. - Nếu có nhiều bề mặt đủ tiêu chuẩn làm chuẩn thô thì nên chọn bề mặt bằng phẳng, trơn tru nhất làm chuẩn thô.
- Theo một phương kích thước thì chuẩn thô chỉ được chọn và sủ dụng một lần, nếu vi phạm thì gọi là Phạm chuẩn thô.
- Chọn chuẩn thô ở vị trí mà dễ gia công chuẩn tinh.
Ví dụ:

Ngoài ra, để hiêu hơn và gá đặt trên máy CNC thế nào thì mình trình bày một số vấn đề về CHUẨN gá đặt trên máy điều khiển tự động CNC

* Đặc điểm:
- Gia công nhiều bề mặt nhiều bước trên cùng một lần gá-> Nên tập trung nguyên công.
- Các dịch chuyển của máy và dụng cụ được bắt đầu từ gốc tọa độ.
- Độ cứng vững của hệ thống công nghệ cao, độ chính xác gia công cao.
* Yêu cầu:
- Chọn chuẩn để gá đặt phải khống chế hết 6 bậc tự do
- Chọn chuẩn sao cho sai số kẹp và sai số chuẩn là bé nhất
- Gá đặt đồ gá lên máy cũng phải khống chế hết 6 bậc tự do.
Trên đây mình đã tông hợp các nguyên chắc chọn chuẩn gia công, nguyên tắc chọn chuẩn thô và chuẩn tinh. Và những lời khuyên khi chọn chuẩn. Hãy áp dụng nguyên tắc chọn chuẩn một cách khoa học và hiệu quả để quá trình gia công nhanh gọn và đảm bảo chính xác nhất.